數控轉塔沖床是數控沖床的主要類別之一,廣泛用于機械����、電器、儀表���、篩網�、五金�����、各類金屬盤���、箱��、柜等行業的沖壓加工���,利用單次沖裁方式和步沖沖裁方式沖出各種形狀、尺寸的孔和零件����,特別適用于多品種的中、小批量或單件的板材沖壓���。
那么我們應該如何使它工作時降低噪音呢��?下面就一起來看看吧����!
一、施加預沖裁力
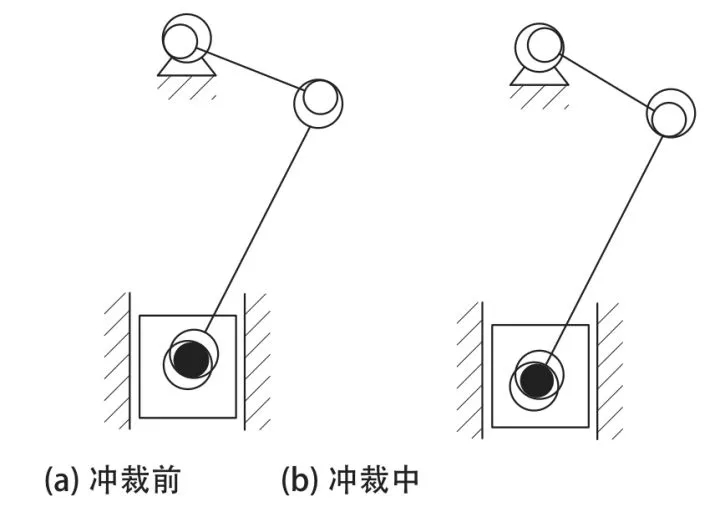
沖床在沖裁板材前�����,傳動機構的間隙如圖1(a)所示����,如果在滑塊下端施加一個作用力,將傳動機構的間隙調整到圖1(b)所示狀態�����,將很好的避免沖裁瞬間傳動機構間隙產生的噪聲�����。
常用的作用力施加方式如圖2所示��,在滑塊下端設計一個氣缸�����,內通高壓氣體,高壓氣作用于滑塊上的作用力要大于滑塊自身的慣性力��,才能使連桿上的拉伸應力轉變為壓縮應力��,傳動機構間隙達到圖1(b)狀態����。
板料斷裂瞬間����,機身能量釋放會造成傳動機構間隙二次沖擊,高壓氣的作用類似于阻尼彈簧���,能夠減小二次沖擊力��,傳動機構的質量越小�����,其慣性力越小���,二次沖擊力也越小。單從降低噪聲角度而言��,氣壓越高越好,但氣壓過高���,勢必分擔一部分電機扭矩���,沖床的許用沖裁力減小,因此高壓氣的氣壓選擇應結合沖床的沖裁力進行裁定�����。
圖1 沖裁前后間隙變化示意圖
圖2 氣缸作用滑塊示意圖
二���、減小機身儲存能量
沖床沖裁板材過程中���,板材斷裂前,機身儲存一定的變形能���,儲存能量的大小與機身的剛度有關����,定義機身上橫梁剛度為k1��,立柱剛度為k2�,板材對沖床的作用力為p���,機身的剛度k=k1k2/(k1+k2),機身儲存的能量Q=p2/2k����。由此可看出,在沖裁力不變的情況下���,機身儲存的能量與其剛度成反比,機身剛度越大���,沖裁過程中其變形量越小����,儲存的能量越少����,機身的振動噪聲及傳動機構間隙的二次沖擊噪聲越小。
三�����、減振墊能量轉換
在機身與地基間裝配減振墊�,通過減振墊����,在沖床沖裁板材過程中�����,保證機身的加速度方向向上���,進而減小機身上橫梁吸收的變形能���;在板材斷裂瞬間,將機身儲存的變形能轉換為機身的整體運動����,減小機身內部振動,進而達到降低沖床噪聲目的���。
四����、改變運動副連接方式
與球頭式連接機構相比����,柱銷式連接機構雖然加工容易���,裝配方便,但其裝配間隙較大����,且運動副間的接觸面積小,相同的沖擊力情況下��,球頭的接觸面積更大���,對應的沖擊噪聲也較小。